Der Durchmesser-zu-Länge-Anteil des Bohrers liegt normalerweise zwischen 1: 1 und 1:10. Es sind viel größere Proportionen machbar (z. B. „Flugzeuglängen“ -Bremsbits, Druckölbohrer usw.), je größer jedoch der Anteil ist, desto höher ist das technologische Hindernis beim Erstellen von großen.  Continue reading
Continue reading
Tag Archives: Bohrschleifgerät
Einführung verschiedener Materialien für Bohrkronen
Mehrere Produkte werden für oder auf Bohrmeißeln verwendet, wobei auf die genannte Anwendung zurückgegriffen wird. Einige zähe Produkte, wie z. B. Karbide, sind im Vergleich zu Stahl wesentlich zerbrechlicher und basieren auch viel mehr auf Schädigungen, insbesondere wenn der Bohrer nicht in einem extrem konstanten Winkel zum Werkstück gehalten wird; zB wenn es in der Hand gehalten wird.  Stähle Schnellarbeitsstahl (HSS) ist eine Art von Stahl; HSS-Bits sind hart und viel immun gegen Wärme im Vergleich zu kohlenstoffreichem Stahl. Sie können zu Stahl, Holz, sowie viele andere Produkte mit höheren Schnittgeschwindigkeiten im Vergleich zu Kohlenstoff-Stahl-Bits verwendet werden , und haben Kohlenstoffstähle tatsächlich stark verändert. Kobaltstahllegierungen sind Varianten auf Schnellarbeitsstahl, die noch mehr Kobalt enthalten. Sie halten ihre Festigkeit bei viel höheren Temperaturniveaus und werden auch für Edelstahl und verschiedene andere schwierige Produkte verwendet. Der hauptsächliche negative Aspekt von Kobaltstählen ist, dass sie im Vergleich zu herkömmlichem HSS besonders zerbrechlich sind. Bits aus kohlenstoffreichem Stahl sind im Vergleich zu kohlenstoffarmen Stahlbits viel robuster, weil die Gebäude sowohl durch das Setzen als auch durch das Aufrauhen des Produkts bereitgestellt werden. Wenn sie überhitzt werden (z. B. durch Reibung während des Bohrens), verlieren sie ihre Laune und verursachen eine weiche Schneide. Diese könnten auf Holz oder Stahl verwendet werden. Weiche kohlenstoffarme Stahlbohrer sind erschwinglich, halten sich aber nicht gut und benötigen auch eine konstante Schärfung. Sie werden nur zum Bohren von Holz verwendet; Auch der Umgang mit Hölzern anstelle von Nadelhölzern könnte ihre Lebensdauer deutlich reduzieren. Sie können den stumpfen Bohrer mit unserem Bohrerschleifgerät schleifen . Sonstiges Polykristalliner Diamant (PCD) gehört zu den härtesten aller Geräteprodukte und ist daher auch sehr immun gegen den Einsatz. Es enthält eine Schicht von Rubinfragmenten, die gewöhnlich etwa 0,5 mm (0,020 in) dick sind und als gesinterte Masse an eine Wolframcarbid-Unterlage gebunden sind. Kleine Bits werden unter Verwendung dieses Produkts entweder durch Hartlöten kleiner Sektoren hergestellt, um die reduzierende oder durch Sintern von PCD direkt in eine Kapillare in der Wolframcarbid- „Spitze“ zu erzeugen. Die Feder könnte später an einen Hartmetallschaft gelötet werden; Es könnte danach zu komplizierten Geometrien gemahlen werden, die sicherlich löten würden oder auch das Hartlöten in den kleineren „Sektoren“ auslösten. PCD werden im Allgemeinen in der Automobil-, Luft- und Raumfahrt sowie in verschiedenen anderen Sektoren eingesetzt, um rauhe Legierungen, kohlenstofffaserverstärkte Kunststoffe sowie verschiedene andere unangenehme Produkte zu bohren, sowie in Anwendungen, in denen die Ausfallzeiten der Ausrüstung extrem sind teuer. Es sollte beachtet werden, dass PCD nicht für Eisenstähle verwendet wird, da ein übermäßiger Verschleiß aufgrund einer Reaktion zwischen dem Kohlenstoff in der PCD und dem Eisen im Metall auftritt. Wolframkarbid und auch verschiedene andere Karbide sind unglaublich hart und können im Wesentlichen alle Materialien bohren, während sie eine Kante viel länger halten als andere. Das Produkt ist teuer und im Vergleich zu Stählen viel schwächer. Anschließend werden sie meistens für Bohrerspitzen verwendet, winzige Stücke von zähem Produkt repariert oder hartgelötet in die Spitze aus viel weniger schwierigem Stahl. Nichtsdestotrotz wird es in Werkstätten üblich, Vollhartmetall-Bits zu verwenden. In sehr kleinen Abmessungen ist es schwierig, Hartmetallspitzen zu montieren; In einigen Sektoren, insbesondere in der Leiterplattenherstellung, werden zahlreiche Löcher mit Größen verwendet, die im Vergleich zu 1 mm viel kleiner sind. Vollhartmetall-Bits werden verwendet.
Stähle Schnellarbeitsstahl (HSS) ist eine Art von Stahl; HSS-Bits sind hart und viel immun gegen Wärme im Vergleich zu kohlenstoffreichem Stahl. Sie können zu Stahl, Holz, sowie viele andere Produkte mit höheren Schnittgeschwindigkeiten im Vergleich zu Kohlenstoff-Stahl-Bits verwendet werden , und haben Kohlenstoffstähle tatsächlich stark verändert. Kobaltstahllegierungen sind Varianten auf Schnellarbeitsstahl, die noch mehr Kobalt enthalten. Sie halten ihre Festigkeit bei viel höheren Temperaturniveaus und werden auch für Edelstahl und verschiedene andere schwierige Produkte verwendet. Der hauptsächliche negative Aspekt von Kobaltstählen ist, dass sie im Vergleich zu herkömmlichem HSS besonders zerbrechlich sind. Bits aus kohlenstoffreichem Stahl sind im Vergleich zu kohlenstoffarmen Stahlbits viel robuster, weil die Gebäude sowohl durch das Setzen als auch durch das Aufrauhen des Produkts bereitgestellt werden. Wenn sie überhitzt werden (z. B. durch Reibung während des Bohrens), verlieren sie ihre Laune und verursachen eine weiche Schneide. Diese könnten auf Holz oder Stahl verwendet werden. Weiche kohlenstoffarme Stahlbohrer sind erschwinglich, halten sich aber nicht gut und benötigen auch eine konstante Schärfung. Sie werden nur zum Bohren von Holz verwendet; Auch der Umgang mit Hölzern anstelle von Nadelhölzern könnte ihre Lebensdauer deutlich reduzieren. Sie können den stumpfen Bohrer mit unserem Bohrerschleifgerät schleifen . Sonstiges Polykristalliner Diamant (PCD) gehört zu den härtesten aller Geräteprodukte und ist daher auch sehr immun gegen den Einsatz. Es enthält eine Schicht von Rubinfragmenten, die gewöhnlich etwa 0,5 mm (0,020 in) dick sind und als gesinterte Masse an eine Wolframcarbid-Unterlage gebunden sind. Kleine Bits werden unter Verwendung dieses Produkts entweder durch Hartlöten kleiner Sektoren hergestellt, um die reduzierende oder durch Sintern von PCD direkt in eine Kapillare in der Wolframcarbid- „Spitze“ zu erzeugen. Die Feder könnte später an einen Hartmetallschaft gelötet werden; Es könnte danach zu komplizierten Geometrien gemahlen werden, die sicherlich löten würden oder auch das Hartlöten in den kleineren „Sektoren“ auslösten. PCD werden im Allgemeinen in der Automobil-, Luft- und Raumfahrt sowie in verschiedenen anderen Sektoren eingesetzt, um rauhe Legierungen, kohlenstofffaserverstärkte Kunststoffe sowie verschiedene andere unangenehme Produkte zu bohren, sowie in Anwendungen, in denen die Ausfallzeiten der Ausrüstung extrem sind teuer. Es sollte beachtet werden, dass PCD nicht für Eisenstähle verwendet wird, da ein übermäßiger Verschleiß aufgrund einer Reaktion zwischen dem Kohlenstoff in der PCD und dem Eisen im Metall auftritt. Wolframkarbid und auch verschiedene andere Karbide sind unglaublich hart und können im Wesentlichen alle Materialien bohren, während sie eine Kante viel länger halten als andere. Das Produkt ist teuer und im Vergleich zu Stählen viel schwächer. Anschließend werden sie meistens für Bohrerspitzen verwendet, winzige Stücke von zähem Produkt repariert oder hartgelötet in die Spitze aus viel weniger schwierigem Stahl. Nichtsdestotrotz wird es in Werkstätten üblich, Vollhartmetall-Bits zu verwenden. In sehr kleinen Abmessungen ist es schwierig, Hartmetallspitzen zu montieren; In einigen Sektoren, insbesondere in der Leiterplattenherstellung, werden zahlreiche Löcher mit Größen verwendet, die im Vergleich zu 1 mm viel kleiner sind. Vollhartmetall-Bits werden verwendet.
Bohrprobleme und Lösungen
| Frage Nr. | Problembeschreibung |
| 1 | Blende Ultra-Differenz |
| 2 | Hornloch |
| 3 | Lochrundheit ist nicht gut |
| 4 | Schlechte Oberflächenqualität der Löcher |
| 5 | Burr am Ausgang des Lochs |
| 6 | Chipping |
| 7 | Zurück von Bohrer blockierten Chips |
| 8 | Bit Breaking |
| 9 | Blockierte Chips |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | S olutions |
| ● | ● | ● | ● | ● | ● | Reduzieren Sie den Werkzeugnasenfehler | |||
| ● | ● | invertierten Kegel erhöhen | |||||||
| ● | ● | ● | ● | ● | ● | ● | Reduzierung der Blatthöhenunterschied | ||
| ● | ● | ● | ● | ● | Werkzeugsymmetrie verbessern | ||||
| ● | ● | ● | Verbesserung der Schneidkante | ||||||
| ● | ● | Verbesserung der Klingenbehandlung | |||||||
| ● | ● | Punktwinkel erhöhen | |||||||
| ● | ● | ● | ● | ● | ● | Werkzeuglängenreduzierung | |||
| ● | Wählen und verwenden Sie Beschichtung | ||||||||
| ● | ● | ● | Erhöhter interner Kühldruck | ||||||
| ● | ● | ● | ● | Reduzierung der Schnittgeschwindigkeit | |||||
| Verbesserte Schnittgeschwindigkeit | |||||||||
| ● | ● | ● | ● | ● | ● | Feed reduzieren | |||
| ● | Feed erhöhen |

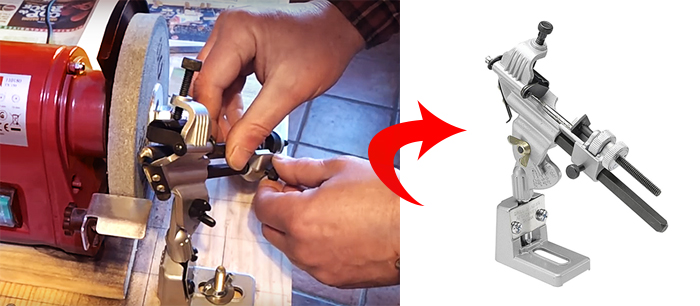
Ihr Bohrer hat ein Problem, wenn Sie im Einsatz sind, können Sie unser Bohrerschleifgerät benutzenzu reparieren, einfach, einfach, so lange wie ein paar Minuten, kann Ihr Bohrer verwendet werden. Wir sind ein professioneller Bohrschleifgerät Hersteller, und Willkommens-Batch-Kauf von Produkten.
Warum Bohrer zum Schärfen der Bohrer wählen?
 Eine qualitativ hochwertige Sammlung von Bohrern könnte eine ziemlich große Öffnung in Ihrem Portemonnaie machen, speziell wenn Sie zahlreiche von ihnen erwerben. Sie müssen jedoch für eine lange Zeit im Voraus halten, wenn Sie eine angemessene Behandlung von ihnen nehmen. Um dies zu tun, müssen Sie sie in einer schwierigen Situation speichern. Die Situation muss verschiedene Besitzer oder Bereiche haben, um sicherzustellen, dass jedes kleine Stück unabhängig gehalten wird. Wenn Sie Ihre Bohrkronen direkt in ein Werkzeug oder einen Schrank werfen und sie frei herumrollen lassen, können die Vorschläge und auch die Schneidkanten beschädigt oder abgestumpft werden. Ein weiterer Punkt, den Sie ausführen sollten, um die richtige Behandlung Ihrer Bohrmeißel zu erhalten, besteht darin, sie so zu bearbeiten, dass sie ihr Bestes geben können. Pierce kleine Stücke konnten über und auch noch einmal geschärft werden. Natürlich, je größer das kleine, desto mehr Male könnte es entwickelt werden. Ein enthaltenes Plus ist, dass durch die Erhaltung Ihrer kleinen Bits zu jeder Zeit, Sie wirklich Verschleiß auf Ihrer elektrischen Bohrmaschine erhalten. Je schärfer das kleine, desto glatter und auch viel schneller wird es sicher funktionieren. Continue reading
Eine qualitativ hochwertige Sammlung von Bohrern könnte eine ziemlich große Öffnung in Ihrem Portemonnaie machen, speziell wenn Sie zahlreiche von ihnen erwerben. Sie müssen jedoch für eine lange Zeit im Voraus halten, wenn Sie eine angemessene Behandlung von ihnen nehmen. Um dies zu tun, müssen Sie sie in einer schwierigen Situation speichern. Die Situation muss verschiedene Besitzer oder Bereiche haben, um sicherzustellen, dass jedes kleine Stück unabhängig gehalten wird. Wenn Sie Ihre Bohrkronen direkt in ein Werkzeug oder einen Schrank werfen und sie frei herumrollen lassen, können die Vorschläge und auch die Schneidkanten beschädigt oder abgestumpft werden. Ein weiterer Punkt, den Sie ausführen sollten, um die richtige Behandlung Ihrer Bohrmeißel zu erhalten, besteht darin, sie so zu bearbeiten, dass sie ihr Bestes geben können. Pierce kleine Stücke konnten über und auch noch einmal geschärft werden. Natürlich, je größer das kleine, desto mehr Male könnte es entwickelt werden. Ein enthaltenes Plus ist, dass durch die Erhaltung Ihrer kleinen Bits zu jeder Zeit, Sie wirklich Verschleiß auf Ihrer elektrischen Bohrmaschine erhalten. Je schärfer das kleine, desto glatter und auch viel schneller wird es sicher funktionieren. Continue reading
Wie kann man den Fräser nicht zittern lassen?
PURROS Cutter Grinder ist die Spezialmaschine zum Schneiden der Werkzeuge. Das Schneiden ist präzise und schnell, einfache Bedienung, ohne Geschicklichkeit zu schleifen. Mit Taiwan Diamantschleifscheibe kann nur ein Stück alle Verfahren abschließen. Es kann direkt mit einem genauen Winkel und einer längeren Lebensdauer ausgestattet werden. 

Absplittern der Eckkante von Spiralbohrer und Lösungen
In der Produktion ist das Abplatzen des Eckkanten-Spiralbohrers viele Male passiert. Aufgrund von Bohrmaterial, lockerer Spannvorrichtung, ungleichmäßiger Härte des Werkstückmaterials, ungeeigneter Vorschubgeschwindigkeit, ungeeigneter Kühlflüssigkeit, zu geringem Abstützwinkel oder erschöpftem Bohrmeißel usw. Situation 1: 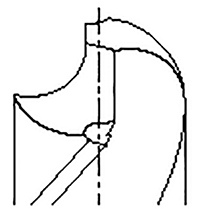 Continue reading
Continue reading
Montage- und Gebrauchsanleitung für Bohrschleifbefestigung
Mit dem Bohrschleifaufsatz der Marke PURROS für das Bohrschleifgerät PG-13D können Sie jetzt Bohrerspitzen mit höchster Präzision schärfen. Die optimalen Punkt- und Freiwinkel können je nach Bohranforderung, abhängig von der Bohrergröße und dem zu bohrenden Material, eingestellt werden. Sie können verschlissene Bohrer sowie gebrochene Bohrer vollständig auf neue wiederherstellen. Beim Schärfen von gebrochenen Bohrern kann viel Zeit gespart werden, indem man die Bohrer vor der Verwendung des Bohrschleifansatzes grob freihändig bearbeitet. Tauchen Sie den Bohrer in Wasser, wenn Sie die freie Hand formen, um Überhitzung zu vermeiden.
Bohrschleifaufsatz Modell 825
Der Check des Standard-Spiralbohrers nach dem Schleifen
Schritt 1: Überprüfen Sie den Spitzenwinkel (Schneidlippenwinkel) des Standard- Spiralbohrers richtig oder nicht und ob er symmetrisch zur Achse des Standard-Spiralbohrers ist? (Der korrekte Spitzenwinkel des Standard-Spiralbohrers beträgt ± 118 °, wenn es zum Bohren härterer Materialien verwendet wird, kann der Spitzenwinkel auf 120 ° erweitert werden; wenn es die weicheren Materialien gibt, sollte der Spitzenwinkel kleiner als vorher sein, aber Denken Sie daran, nicht kleiner als 90 °.) Schritt 2: Zur Überprüfung der Länge und Höhe von zwei Hauptschneidlippe (Hauptschneidkante) sind konsistent. Weil die Qualität der bearbeiteten Löcher davon abhängt, ob die Länge gleich ist. Die Überprüfungsmethode für Schritt 1 und Schritt 2 ist folgende: Platzieren Sie den schneidenden Teil des Spiralbohrers in einer vertikalen Position, halten Sie das Sehvermögen auf horizontaler Ebene und drehen Sie dann wiederholt um 180 °, wo sich die Mittelachse des Standard-Spiralbohrers befindet , um zu beobachten, ob die Länge von zwei Hauptschneidlippen in der Rotation gleich ist. Es ist eine Annahme, dass die Länge von zwei Hauptschneidlippen in der Mitte der Achse zu beobachten ist; Wenn die Längen von zwei Hauptschneidlippen unterschiedlich sind, sollte die kürzere Seite geschliffen werden. Continue reading
Betriebshandbuch für Bohrerschleifen
Erstens: Vorbereitung vor dem Schleifen
A: Montage von Bohrer und Vorrichtung
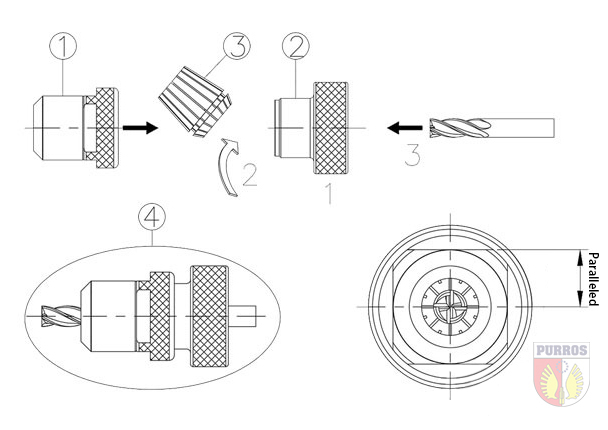
- Überprüfen Sie den Durchmesser des Bohrerschaftes und wählen Sie dann die passende Spannzange und die passenden Schneidsätze.
- Setzen Sie die Spannzange in die Vorrichtung ein und sichern Sie die Mutter.
- Stecken Sie den Bohrer in die Spannzange und halten Sie 35 ~ 50mm aus der Spannzange.
- Passen Sie die Skala an den Außendurchmesser des Bohrers an und stellen Sie den Winkel des Spitzenwinkels ein.
Achtung: Halten Sie vor dem Verriegeln der Futtersätze einen gewissen Spielraum zum Einstellen.








