Die Dimensionsgenauigkeit und Oberflächenrauhigkeit der Bohr- und Bohreffizienz stehen in direktem Zusammenhang mit der Qualität des Schleifens und Nachschleifens des Spiralbohrers.
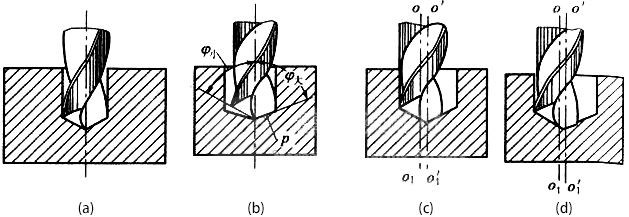
Abbildung 1: Der Einfluss des Bitschleifens auf die Bearbeitung
(a) richtig schleifen
(b) Punktwinkelasymmetrie
(c) Unterschiedliche Länge des Messerschleifens
(d) Punktwinkel und Cutter-Schleifen sind asymmetrisch
Es ist einfach und schwierig, die Kante des Spiralbohrers zu schärfen; einfach, es sollte nur zwei primäre Freiwinkel wischen; schwierig, sollte sicher sein, dass der Freiwinkel, der Spitzenwinkel und der Flankenwinkel der Querschneide korrekt sind. Damit zwei Hauptschneidlippen symmetrisch sind, haben die Hauptschneidlippen den gleichen eingeschlossenen Winkel mit der Spindelachse des Spiralbohrers und die Längen sind gleich. Überprüfen Sie die Abbildung (a).
Vielleicht ist der Spitzenwinkel des Spiralbohrers nach dem Schleifen Dissymmetrie, im Fall der Mengenförderrate arbeitet die Hauptschneidlippe, die den größeren eingeschlossenen Winkel mit der Spindel hält, während die andere Hauptschneidlippe nicht arbeitet. Wenn dies geschieht, ist die Spannung des Spiralbohrers nicht ausgeglichen; Die Hauptschneidlippe in einer der horizontalen Bohrkomponente der Schneidkraft auf dem Spiralbohrer auf die andere Seite, entweder der Bohrer ist schief oder zu groß. Überprüfen Sie die Abbildung (b).
Vielleicht ist der Spitzenwinkel nach dem Schleifen symmetrisch, aber die Länge von zwei Hauptschneidlippen ist unterschiedlich. Das Bearbeitungszentrum des Spiralbohrers ist anders als das geometrische Zentrum. Das ist das geometrische Zentrum, das zur Arbeit bewegt wird, die Ergebnisse dieser Bohrung sind größer als der Durchmesser des Spiralbohrers. Überprüfen Sie die Abbildung (c).
Vielleicht ist der Spitzenwinkel des Drehbohrers nach dem Schärfen des Schneiders Dissymmetrie und die Länge von zwei Hauptschneiden-Lippen ist unterschiedlich, das ist nicht nur der Lochdurchmesser ist größer der Drehbohrgerätdurchmesser, aber tritt auch abgestuftes Loch auf. Überprüfen Sie die Abbildung (d).
Kurz gesagt, um die Fälle wie in Abbildung (b), (c), (d) während des Spiralbohrerschleifens zu vermeiden, wird nicht nur die Bohrqualität verbessert, sondern auch die Bohrbedingungen verbessert und die Lebensdauer der Verdrehung verlängert bohren.
Die Annahme, dass alle Spiralbohrerschleifungen korrekt sind, gibt jedoch aufgrund ihrer inhärenten Nachteile immer noch einige ungünstige Faktoren beim Bohren, zum Beispiel: der Bodenwinkel der Querschneiderkante ist negativ, wie beispielsweise -60 ° bis -54 °; damit der Zustand des Bohrens nicht so gut ist, sollte die axiale Kraft erhöhen, die Meißelkante drückt tatsächlich und schabt das Metall auf dem Werkstück, das eine Menge Energie verbraucht, viel Hitze erzeugt, und ist sehr schlecht beim Zentrieren .
Für die oben genannten Nachteile des Spiralbohrers sollte der Spiralbohrer entsprechend den unterschiedlichen Materialien und Bohrbedingungen geschliffen werden, siehe Abbildung 2.
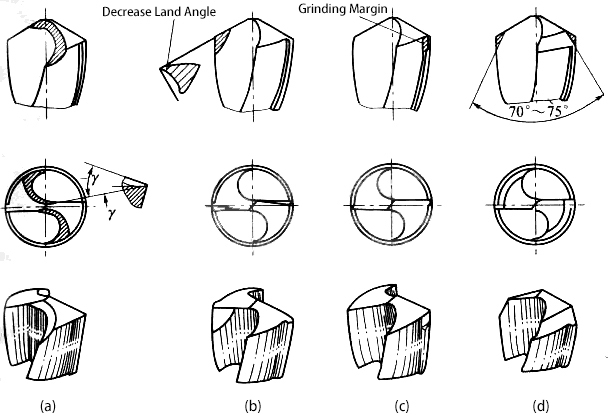
Abbildung 2: Spiralbohrerschleifen
(a) Schleifen der Meißelkante
(b) Schleifen der Schlagfläche
(c) Schleifkante
(d) Doppelschleifen
(1) Schleifkeilkante
Halten Sie die Länge in 1/5 ~ 1/3 des Originals nach dem Schleifen, zur gleichen Zeit, reformierte zwei innere Cutter und der Land Winkel ist etwa γ0 = 0 ° ~ 15 °. Das kürzere Meißelkantenschleifen für die weicheren Werkstückmaterialien, sonst um das Schleifen zu verringern. Es verringert die Axialkraft nach dem Schleifen und erhöht die Zentrierung des Spiralbohrers.
(2) Mahlen des Rake Face
Wenn das Werkstückmaterial des Bohrens weicher ist, sollte die Rake Face geschliffen werden, um den Landwinkel zu erhöhen und dann die Schärfe der Cutting Lip zu erhöhen und die Bohrkraft zu reduzieren; Wenn das Werkstückmaterial des Bohrens härter ist, sollte die Rake Face der äußeren Kante schleifen, um den Landungswinkel zu verringern, um die Festigkeit des Spiralbohrers zu erhöhen. Auch können zwei Gesichter geschliffen werden, um zu den gleichen umfassenden Ergebnissen zu kommen.
(3) Schleifkante
Bei der Verwendung von größeren Durchmesser Bohrer oder Bohren von weicherem Material und höhere Genauigkeit Löcher, sollte die Flank Face zu schleifen, halten Sie die Kante ist schmaler, um die Reibung zwischen Bohrkante und alle Loch zu reduzieren.
(4) Doppelschleifen
An der Schnittstelle zwischen Major Cutting Lip und Minor Cutting Lip, sollte zum Schleifen gerade und Übergangs Schneidekante, gebildet Doppelschliff Flank Faces, und der Winkel beträgt etwa 70 ° ~ 75 °, kann sogar drei Kanten Schleifen und Winkel beträgt 50 ° ~ 70 °. Verringern Sie den Winkel wird die Axialkraft zu reduzieren, und um die Festigkeit und Wärmeabgabe Zustand zu erhöhen, kommen Sie, um den Verschleiß des Spiralbohrers zu reduzieren und die Rauheit der Wand des Loches zu reduzieren.
(5) Schleif-Chip-Teilungsnut
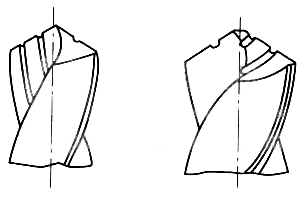
Abbildung 3: Chip Division Groove Drill
Für den größeren Durchmesser des Spiralbohrers, sollte gestaffelt engen Schlitz auf der Rake Face und Major Flank Face von Spiralbohrer zu schleifen. Abbildung 3. Um die Schneidkante schmal zu halten und den Zustand der Spanentfernung und der Spanabscheidung zu verbessern, ist es hilfreich, mehr Schneidflüssigkeit einzuspritzen, die Wärmeableitungsbedingung zu verbessern und auch die Bohrqualität und Bohreffizienz zu verbessern. Gleichzeitig während des Nachschleifens hat die Meißelkante einen besseren Bohreffekt.








