Bohrer Bit
Bohrer Bit
Bei der spanabhebenden Bearbeitung schneidet der Spiralbohrer die Metallschicht auf dem Werkstück, während gleichzeitig das Werkstück und die Späne auf den Spiralbohrer einwirken , wodurch der Spiralbohrer abgenutzt wird. Normaler Verschleiß ist unvermeidbar, aber abnormaler Verschleiß ist nicht akzeptabel. Wie zum Beispiel abnormaler Verschleiß am Eckteil des Spiralbohrers. Nun wird PURROS Machinery diese Fragen aufzählen und sie lösen. 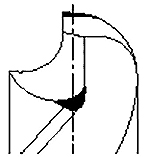 Continue reading
Continue reading
In der Produktion ist das Abplatzen des Eckkanten-Spiralbohrers viele Male passiert. Aufgrund von Bohrmaterial, lockerer Spannvorrichtung, ungleichmäßiger Härte des Werkstückmaterials, ungeeigneter Vorschubgeschwindigkeit, ungeeigneter Kühlflüssigkeit, zu geringem Abstützwinkel oder erschöpftem Bohrmeißel usw. Situation 1: 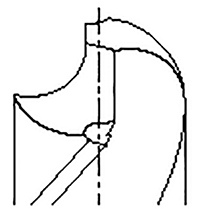 Continue reading
Continue reading
Während des Bohrvorgangs treten oft Probleme mit abgebrochenen Bohrern auf. Nun listet Purros Maschinen , die Lösungen von Bohrerbruch , wie unten:  Continue reading
Continue reading

| Art der Schneidwerkzeuge | H12 | H11 | H10 | H9 | H8 | H7 | H6 | H5 |
| HHS | x | x | ||||||
| HHS-Erweiterungsbohrer | x | x | ||||||
| Spot-Hartmetallbohrer | x | x | ||||||
| Vollhartmetall-Bohrer | x | x | x | |||||
| VHM-Gerade-Flötenbohrer | x | x | ||||||
| VHM-Bohrer mit 3 Nuten | x | x | ||||||
| Gun Drill | x | x | x | |||||
| Reibahle | x | x | x | |||||
| PCD Vergrößerungsbohrer | x | x | ||||||
| PKD-Reibahle | x | x |
(Hergestellt von: Purros Machinery Co., Ltd. )
Negative Anfasen
Schritt 1: Schärfen der Hauptflankenfläche, gleichzeitig Lippenlippenwinkel schärfend; Schritt 2: Schärfen der Nebenflankenfläche, gleichzeitig Schärfen des Endreliefwinkels; Schritt 3: Schärfen des falschen Gesichts, gleichzeitig Schärfpunktwinkel; Schritt 4: Schärfen blieben Gesichter und die Spitze;
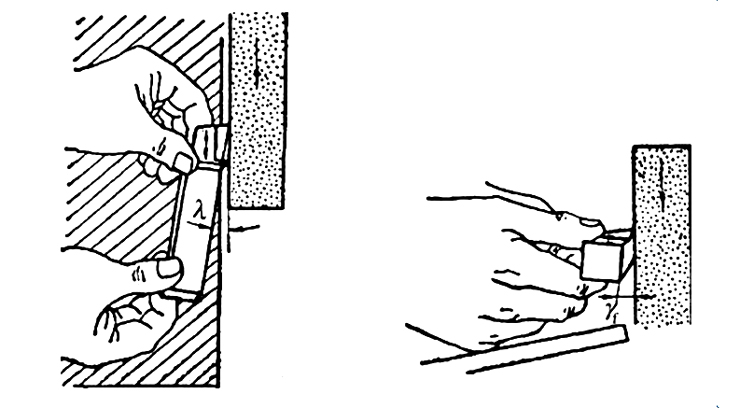
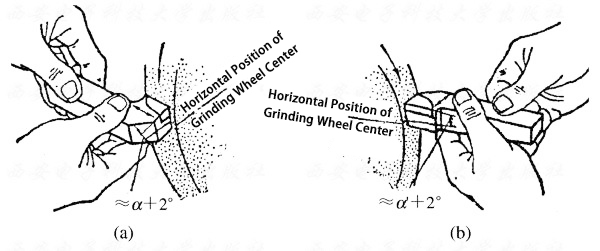
Nun nimmt PURROS Machinery am Beispiel des Grobschliffs von Hartmetalllegierungen teil, um die Methode des Werkzeugschleifens zu veranschaulichen. 1. Rauhes Schärfen der Hauptflankenfläche und der Nebenflankenfläche , gleichzeitig haben sich der Hauptwinkel der Deklination, der Hauptlippenreliefwinkel, der kleine Deklinationswinkel und der kleinere Lippenfreiwinkungswinkel ebenfalls verschärft. Der Winkel des Hauptlippenreliefwinkels und des kleineren Lippenreliefwinkels durch grobes Schärfen sollte größer als gewünscht sein. Siehe Abbildung:
Lippe Reliefwinkel von Shank
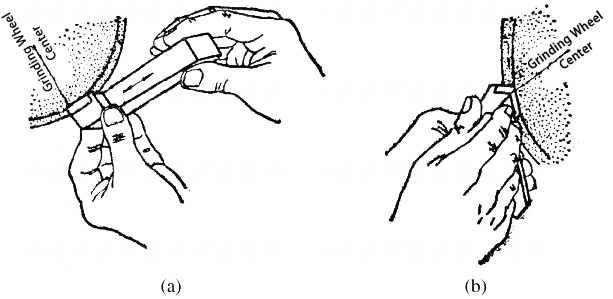 (a) Schärfen (b) Schärfen
(a) Schärfen (b) Schärfen
Die Hinweise der Drehmaschine Schärfen