 Viele moderne Vollhartmetall-Bits müssen nicht zusammen mit einem Punktbohrer oder einem Facility-Bohrer verwendet werden, da Vollhartmetall-Bits speziell dafür entwickelt wurden, ihre ganz eigene Öffnung zu beginnen. Im Allgemeinen wird die Erkundung des Gebiets sicherlich ein frühes Versagen des Vollhartmetall-Bits sowie einen spezifischen Verlust der Öffnungsqualität verursachen. Wenn es wesentlich ist, eine Öffnung mit einem Ort oder einer Einrichtung zu bohren, die ein wenig bohrt, wenn ein Vollhartmetallbohrer verwendet wird, ist es die beste Technik, dies zu tun, nachdem die Öffnung durchstochen wurde. Wenn der Vollhartmetallbohrer, der die Beschichtung aufweist, durch eine Bitschleifmaschine geschliffen wird , ist sein Beschichtungsfilm verschwunden. Während das Obige eine typische Verwendung von Bohrmeißeln ist, ist es eine praktisch ungenaue Methode und sollte auch nicht für die Herstellung in Betracht gezogen werden. Die geeignete Vorrichtung zum Beginnen einer allgemein durchbohrten Öffnung (eine Öffnung, die von einem Hochgeschwindigkeitsstahl (HSS) -Spinbohrer durchbohrt wird) ist ein Spotting-Bohrmeißel (oder ein Punktbohrmeißel , wie sie in den Vereinigten Staaten genannt werden). Der aus dem Winkel des Spotting-Bohrers bestehende Winkel muss gleich oder höher als der Standard-Bohrkopf sein, um sicherzustellen, dass der Bohrkopf danach ohne unnötige Angst an den Kanten des kleinen Bohrers beginnt, was sicherlich ein frühes Versagen des Bohrers auslösen würde wenig und auch ein Verlust der Öffnungsqualität. Standard-Drillbohrer könnten die Tendenz haben, zu streuen, wenn sie auf einer nicht wirklich vorbereiteten Oberfläche begonnen werden. Sobald es ein bisschen streunender Programm ist, ist es schwierig, es auf Einrichtung zurückzubringen. Ein wenig Übung Bohrer bietet regelmäßig einen erschwinglichen Start-Faktor, wie es kurz ist und konsequenterweise hat eine verringerte Neigung zu verirrt, wenn langweilig begonnen wird. Beim Bohren mit einem Handbohrer ist die Vielseitigkeit des Bits nicht die Hauptressource der Ungenauigkeit – es liegt in den Händen des Kunden. Folglich wird für solche Verfahren typischerweise ein Anlagenöffnen verwendet, um die Öffnungseinrichtung zu identifizieren, bevor eine Pilotöffnung durchstochen wird.
Viele moderne Vollhartmetall-Bits müssen nicht zusammen mit einem Punktbohrer oder einem Facility-Bohrer verwendet werden, da Vollhartmetall-Bits speziell dafür entwickelt wurden, ihre ganz eigene Öffnung zu beginnen. Im Allgemeinen wird die Erkundung des Gebiets sicherlich ein frühes Versagen des Vollhartmetall-Bits sowie einen spezifischen Verlust der Öffnungsqualität verursachen. Wenn es wesentlich ist, eine Öffnung mit einem Ort oder einer Einrichtung zu bohren, die ein wenig bohrt, wenn ein Vollhartmetallbohrer verwendet wird, ist es die beste Technik, dies zu tun, nachdem die Öffnung durchstochen wurde. Wenn der Vollhartmetallbohrer, der die Beschichtung aufweist, durch eine Bitschleifmaschine geschliffen wird , ist sein Beschichtungsfilm verschwunden. Während das Obige eine typische Verwendung von Bohrmeißeln ist, ist es eine praktisch ungenaue Methode und sollte auch nicht für die Herstellung in Betracht gezogen werden. Die geeignete Vorrichtung zum Beginnen einer allgemein durchbohrten Öffnung (eine Öffnung, die von einem Hochgeschwindigkeitsstahl (HSS) -Spinbohrer durchbohrt wird) ist ein Spotting-Bohrmeißel (oder ein Punktbohrmeißel , wie sie in den Vereinigten Staaten genannt werden). Der aus dem Winkel des Spotting-Bohrers bestehende Winkel muss gleich oder höher als der Standard-Bohrkopf sein, um sicherzustellen, dass der Bohrkopf danach ohne unnötige Angst an den Kanten des kleinen Bohrers beginnt, was sicherlich ein frühes Versagen des Bohrers auslösen würde wenig und auch ein Verlust der Öffnungsqualität. Standard-Drillbohrer könnten die Tendenz haben, zu streuen, wenn sie auf einer nicht wirklich vorbereiteten Oberfläche begonnen werden. Sobald es ein bisschen streunender Programm ist, ist es schwierig, es auf Einrichtung zurückzubringen. Ein wenig Übung Bohrer bietet regelmäßig einen erschwinglichen Start-Faktor, wie es kurz ist und konsequenterweise hat eine verringerte Neigung zu verirrt, wenn langweilig begonnen wird. Beim Bohren mit einem Handbohrer ist die Vielseitigkeit des Bits nicht die Hauptressource der Ungenauigkeit – es liegt in den Händen des Kunden. Folglich wird für solche Verfahren typischerweise ein Anlagenöffnen verwendet, um die Öffnungseinrichtung zu identifizieren, bevor eine Pilotöffnung durchstochen wird.
PURROS Neujahrsgutscheine

 Bis Ende 2017 wird purros viele Bestellungen für Kunden abschließen und die Lieferung nacheinander abschließen. Wir müssen die Qualität unserer Bohrerschleifmaschinenprodukte garantieren und gleichzeitig eine pünktliche Lieferung gewährleisten. Jedes Produkt, das wir produzieren, wird von Technikern getestet, um versendet zu werden. Dank allen Mitarbeitern von PURROS müssen wir neue Produkte entwickeln und sicherstellen, dass unsere Produkte pünktlich an unsere Kunden geliefert werden. Das neue Jahr steht vor der Tür, PURROS wünscht allen Kunden ein frohes neues Jahr. Continue reading
Bis Ende 2017 wird purros viele Bestellungen für Kunden abschließen und die Lieferung nacheinander abschließen. Wir müssen die Qualität unserer Bohrerschleifmaschinenprodukte garantieren und gleichzeitig eine pünktliche Lieferung gewährleisten. Jedes Produkt, das wir produzieren, wird von Technikern getestet, um versendet zu werden. Dank allen Mitarbeitern von PURROS müssen wir neue Produkte entwickeln und sicherstellen, dass unsere Produkte pünktlich an unsere Kunden geliefert werden. Das neue Jahr steht vor der Tür, PURROS wünscht allen Kunden ein frohes neues Jahr. Continue reading
Die Bohrergeometrie hat verschiedene Eigenschaften
Der Durchmesser-zu-Länge-Anteil des Bohrers liegt normalerweise zwischen 1: 1 und 1:10. Es sind viel größere Proportionen machbar (z. B. „Flugzeuglängen“ -Bremsbits, Druckölbohrer usw.), je größer jedoch der Anteil ist, desto höher ist das technologische Hindernis beim Erstellen von großen.  Continue reading
Continue reading
Arten eines Fräsers
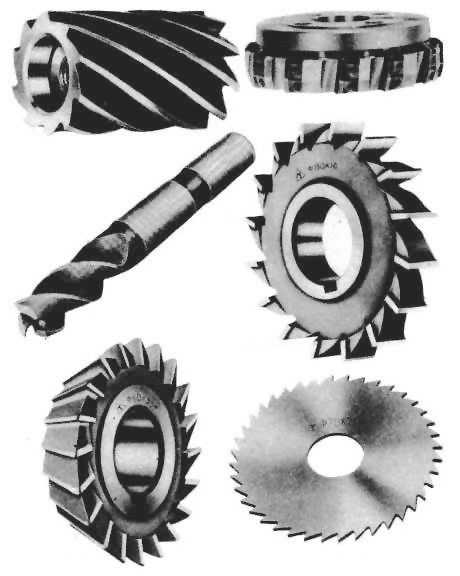
Schaftfräser
Schaftfräser sind jene Werkzeuge, die an einem Ende und an den Seiten Schneidezähne haben. Die Wörter Schaftfräser werden typischerweise verwendet, um Bohrer mit flachem Boden zu beschreiben, sie bestehen jedoch ebenfalls aus abgerundeten Schneidwerkzeugen (die als ball nose bezeichnet werden) und gerundeten Schneidwerkzeugen (die als Bull Nose oder Torus bezeichnet werden). Sie werden typischerweise aus Hochgeschwindigkeitsstahl oder versiegeltem Karbid hergestellt und haben mehrere Spannuten. Sie sind das typischste Werkzeug, das in einer Vertikalmühle verwendet wird. Continue reading
Die Funktion der modernen CNC-Werkzeug- und Schneidmühle
CNC-Schleifsysteme werden häufig verwendet, um Komponenten für die Luft- und Raumfahrt-, klinische, Fahrzeug- und auch verschiedene andere Bereiche zu schaffen. Sehr schwierige und einzigartige Produkte sind für heutige Schleifsysteme normalerweise kein Problem, und die Mehrachsenhersteller können ziemlich komplizierte Geometrien herstellen.  PURROS PG-6025 Universal-Werkzeugschleifmaschine . Continue reading
PURROS PG-6025 Universal-Werkzeugschleifmaschine . Continue reading
Einführung verschiedener Materialien für Bohrkronen
Mehrere Produkte werden für oder auf Bohrmeißeln verwendet, wobei auf die genannte Anwendung zurückgegriffen wird. Einige zähe Produkte, wie z. B. Karbide, sind im Vergleich zu Stahl wesentlich zerbrechlicher und basieren auch viel mehr auf Schädigungen, insbesondere wenn der Bohrer nicht in einem extrem konstanten Winkel zum Werkstück gehalten wird; zB wenn es in der Hand gehalten wird.  Stähle Schnellarbeitsstahl (HSS) ist eine Art von Stahl; HSS-Bits sind hart und viel immun gegen Wärme im Vergleich zu kohlenstoffreichem Stahl. Sie können zu Stahl, Holz, sowie viele andere Produkte mit höheren Schnittgeschwindigkeiten im Vergleich zu Kohlenstoff-Stahl-Bits verwendet werden , und haben Kohlenstoffstähle tatsächlich stark verändert. Kobaltstahllegierungen sind Varianten auf Schnellarbeitsstahl, die noch mehr Kobalt enthalten. Sie halten ihre Festigkeit bei viel höheren Temperaturniveaus und werden auch für Edelstahl und verschiedene andere schwierige Produkte verwendet. Der hauptsächliche negative Aspekt von Kobaltstählen ist, dass sie im Vergleich zu herkömmlichem HSS besonders zerbrechlich sind. Bits aus kohlenstoffreichem Stahl sind im Vergleich zu kohlenstoffarmen Stahlbits viel robuster, weil die Gebäude sowohl durch das Setzen als auch durch das Aufrauhen des Produkts bereitgestellt werden. Wenn sie überhitzt werden (z. B. durch Reibung während des Bohrens), verlieren sie ihre Laune und verursachen eine weiche Schneide. Diese könnten auf Holz oder Stahl verwendet werden. Weiche kohlenstoffarme Stahlbohrer sind erschwinglich, halten sich aber nicht gut und benötigen auch eine konstante Schärfung. Sie werden nur zum Bohren von Holz verwendet; Auch der Umgang mit Hölzern anstelle von Nadelhölzern könnte ihre Lebensdauer deutlich reduzieren. Sie können den stumpfen Bohrer mit unserem Bohrerschleifgerät schleifen . Sonstiges Polykristalliner Diamant (PCD) gehört zu den härtesten aller Geräteprodukte und ist daher auch sehr immun gegen den Einsatz. Es enthält eine Schicht von Rubinfragmenten, die gewöhnlich etwa 0,5 mm (0,020 in) dick sind und als gesinterte Masse an eine Wolframcarbid-Unterlage gebunden sind. Kleine Bits werden unter Verwendung dieses Produkts entweder durch Hartlöten kleiner Sektoren hergestellt, um die reduzierende oder durch Sintern von PCD direkt in eine Kapillare in der Wolframcarbid- „Spitze“ zu erzeugen. Die Feder könnte später an einen Hartmetallschaft gelötet werden; Es könnte danach zu komplizierten Geometrien gemahlen werden, die sicherlich löten würden oder auch das Hartlöten in den kleineren „Sektoren“ auslösten. PCD werden im Allgemeinen in der Automobil-, Luft- und Raumfahrt sowie in verschiedenen anderen Sektoren eingesetzt, um rauhe Legierungen, kohlenstofffaserverstärkte Kunststoffe sowie verschiedene andere unangenehme Produkte zu bohren, sowie in Anwendungen, in denen die Ausfallzeiten der Ausrüstung extrem sind teuer. Es sollte beachtet werden, dass PCD nicht für Eisenstähle verwendet wird, da ein übermäßiger Verschleiß aufgrund einer Reaktion zwischen dem Kohlenstoff in der PCD und dem Eisen im Metall auftritt. Wolframkarbid und auch verschiedene andere Karbide sind unglaublich hart und können im Wesentlichen alle Materialien bohren, während sie eine Kante viel länger halten als andere. Das Produkt ist teuer und im Vergleich zu Stählen viel schwächer. Anschließend werden sie meistens für Bohrerspitzen verwendet, winzige Stücke von zähem Produkt repariert oder hartgelötet in die Spitze aus viel weniger schwierigem Stahl. Nichtsdestotrotz wird es in Werkstätten üblich, Vollhartmetall-Bits zu verwenden. In sehr kleinen Abmessungen ist es schwierig, Hartmetallspitzen zu montieren; In einigen Sektoren, insbesondere in der Leiterplattenherstellung, werden zahlreiche Löcher mit Größen verwendet, die im Vergleich zu 1 mm viel kleiner sind. Vollhartmetall-Bits werden verwendet.
Stähle Schnellarbeitsstahl (HSS) ist eine Art von Stahl; HSS-Bits sind hart und viel immun gegen Wärme im Vergleich zu kohlenstoffreichem Stahl. Sie können zu Stahl, Holz, sowie viele andere Produkte mit höheren Schnittgeschwindigkeiten im Vergleich zu Kohlenstoff-Stahl-Bits verwendet werden , und haben Kohlenstoffstähle tatsächlich stark verändert. Kobaltstahllegierungen sind Varianten auf Schnellarbeitsstahl, die noch mehr Kobalt enthalten. Sie halten ihre Festigkeit bei viel höheren Temperaturniveaus und werden auch für Edelstahl und verschiedene andere schwierige Produkte verwendet. Der hauptsächliche negative Aspekt von Kobaltstählen ist, dass sie im Vergleich zu herkömmlichem HSS besonders zerbrechlich sind. Bits aus kohlenstoffreichem Stahl sind im Vergleich zu kohlenstoffarmen Stahlbits viel robuster, weil die Gebäude sowohl durch das Setzen als auch durch das Aufrauhen des Produkts bereitgestellt werden. Wenn sie überhitzt werden (z. B. durch Reibung während des Bohrens), verlieren sie ihre Laune und verursachen eine weiche Schneide. Diese könnten auf Holz oder Stahl verwendet werden. Weiche kohlenstoffarme Stahlbohrer sind erschwinglich, halten sich aber nicht gut und benötigen auch eine konstante Schärfung. Sie werden nur zum Bohren von Holz verwendet; Auch der Umgang mit Hölzern anstelle von Nadelhölzern könnte ihre Lebensdauer deutlich reduzieren. Sie können den stumpfen Bohrer mit unserem Bohrerschleifgerät schleifen . Sonstiges Polykristalliner Diamant (PCD) gehört zu den härtesten aller Geräteprodukte und ist daher auch sehr immun gegen den Einsatz. Es enthält eine Schicht von Rubinfragmenten, die gewöhnlich etwa 0,5 mm (0,020 in) dick sind und als gesinterte Masse an eine Wolframcarbid-Unterlage gebunden sind. Kleine Bits werden unter Verwendung dieses Produkts entweder durch Hartlöten kleiner Sektoren hergestellt, um die reduzierende oder durch Sintern von PCD direkt in eine Kapillare in der Wolframcarbid- „Spitze“ zu erzeugen. Die Feder könnte später an einen Hartmetallschaft gelötet werden; Es könnte danach zu komplizierten Geometrien gemahlen werden, die sicherlich löten würden oder auch das Hartlöten in den kleineren „Sektoren“ auslösten. PCD werden im Allgemeinen in der Automobil-, Luft- und Raumfahrt sowie in verschiedenen anderen Sektoren eingesetzt, um rauhe Legierungen, kohlenstofffaserverstärkte Kunststoffe sowie verschiedene andere unangenehme Produkte zu bohren, sowie in Anwendungen, in denen die Ausfallzeiten der Ausrüstung extrem sind teuer. Es sollte beachtet werden, dass PCD nicht für Eisenstähle verwendet wird, da ein übermäßiger Verschleiß aufgrund einer Reaktion zwischen dem Kohlenstoff in der PCD und dem Eisen im Metall auftritt. Wolframkarbid und auch verschiedene andere Karbide sind unglaublich hart und können im Wesentlichen alle Materialien bohren, während sie eine Kante viel länger halten als andere. Das Produkt ist teuer und im Vergleich zu Stählen viel schwächer. Anschließend werden sie meistens für Bohrerspitzen verwendet, winzige Stücke von zähem Produkt repariert oder hartgelötet in die Spitze aus viel weniger schwierigem Stahl. Nichtsdestotrotz wird es in Werkstätten üblich, Vollhartmetall-Bits zu verwenden. In sehr kleinen Abmessungen ist es schwierig, Hartmetallspitzen zu montieren; In einigen Sektoren, insbesondere in der Leiterplattenherstellung, werden zahlreiche Löcher mit Größen verwendet, die im Vergleich zu 1 mm viel kleiner sind. Vollhartmetall-Bits werden verwendet.
Einführung über die Struktur von Jig Grinder
Ist ein Entwicklungsprozess von Jig Grinder um 1940 in Jig Bohrmaschine Verarbeitungsprinzip und Struktur einer Präzisionswerkzeugmaschine entwickelt. Werkzeugmaschine wurde ursprünglich entwickelt, um in hoher Härte Materialien oder nach gehärtetem Werkstück Schleifposition, Formpräzision und Oberflächengüte von hohen Grad der äußeren Kreis, Innenloch oder ein konisches Loch erfordern.  Einer der wesentlichsten Variablen auf einer Spannvorrichtung Schleifmaschine ist die Doppelspindelanordnung. Der Primärstift wird ungefähr zwischen 1 „oder 2“ für die Anordnung angeordnet, und danach wird der 100 „Ausgang während des ganzen Ausrüstungsverfahrens verwendet, um direkt in den Job zu gelangen. Eine Abstandsleiste könnte in verwendet werden zwischen der Mühle und dem primären Stift, so dass ein riesiger (9 „Spannweite oder größer) Job abgeschlossen werden kann. Die Hauptnadel hat eine große Bandbreite an Raten, um zu gewährleisten, dass die korrekten Futtermittelpreise erhalten bleiben. Die Entwicklung von Jigs oder Stecköffnungen und auch die Sicherung von Pässen. Es gibt typischerweise mehrere äußere Komponenten zu einer großen Schärfvorrichtung, die aus verschiedenen hydraulischen Elektromotoren, Luftkompressoren und auch zahlreichen Abkühlsystemen sowohl für den Hydraulikkreislauf als auch für die Bereitstellung von Kühlmittel für den Auftrag sowie für die Ausrüstung selbst besteht. Der Hersteller läuft mit einem breitbandigen Luftstift, der ein Schleifwerkzeug dreht. Die Luftpins sind sowohl abnehmbar als auch kompatibel, um unterschiedliche Oberflächenraten zu erreichen. Einige Pins werden mit Rate (60000 rpm) behandelt, andere sind flexibel (30000-50000 rpm) und auch andere sind wirklich breitbandig (175000 rpm). Die Ausrüstungen haben einen herkömmlichen XY-Tisch mit der bemerkenswerten Ausnahme der Kniefahrt. Alle Achsen werden mit einem Nonius-Bereich an den Handrädern mit einer Genauigkeit von bis zu 1.000 „indexiert. Der Messkopf hat zwei aufrechte Verfahrwege, eine grobe Kopfmodifikation und verschiedene andere eine genaue Pinmodifikation. Der Stift, auf den sich der abnehmbare Luftstift legt, dreht sich ebenfalls mit einer variablen Rate, so wie er normalerweise austreten könnte. 100 „während des Laufens, noch einmal mit einer Genauigkeit von“ 0001 „am Handrad oder höher, um ein wirklich genaues Öffnen zu gewährleisten B. ein Flächenschleifen Ein sauberer Vorrichtungsschleifer wird den Auftrag zuverlässiger auf eine höhere Genauigkeitsstufe stellen, als dies mit Handrädern allein möglich ist.Diese Attribute sind alle entscheidend für eine Öffnung und sichern das Systemeines bestimmten Bereichs von einer empfohlenen Oberfläche oder Seite.
Einer der wesentlichsten Variablen auf einer Spannvorrichtung Schleifmaschine ist die Doppelspindelanordnung. Der Primärstift wird ungefähr zwischen 1 „oder 2“ für die Anordnung angeordnet, und danach wird der 100 „Ausgang während des ganzen Ausrüstungsverfahrens verwendet, um direkt in den Job zu gelangen. Eine Abstandsleiste könnte in verwendet werden zwischen der Mühle und dem primären Stift, so dass ein riesiger (9 „Spannweite oder größer) Job abgeschlossen werden kann. Die Hauptnadel hat eine große Bandbreite an Raten, um zu gewährleisten, dass die korrekten Futtermittelpreise erhalten bleiben. Die Entwicklung von Jigs oder Stecköffnungen und auch die Sicherung von Pässen. Es gibt typischerweise mehrere äußere Komponenten zu einer großen Schärfvorrichtung, die aus verschiedenen hydraulischen Elektromotoren, Luftkompressoren und auch zahlreichen Abkühlsystemen sowohl für den Hydraulikkreislauf als auch für die Bereitstellung von Kühlmittel für den Auftrag sowie für die Ausrüstung selbst besteht. Der Hersteller läuft mit einem breitbandigen Luftstift, der ein Schleifwerkzeug dreht. Die Luftpins sind sowohl abnehmbar als auch kompatibel, um unterschiedliche Oberflächenraten zu erreichen. Einige Pins werden mit Rate (60000 rpm) behandelt, andere sind flexibel (30000-50000 rpm) und auch andere sind wirklich breitbandig (175000 rpm). Die Ausrüstungen haben einen herkömmlichen XY-Tisch mit der bemerkenswerten Ausnahme der Kniefahrt. Alle Achsen werden mit einem Nonius-Bereich an den Handrädern mit einer Genauigkeit von bis zu 1.000 „indexiert. Der Messkopf hat zwei aufrechte Verfahrwege, eine grobe Kopfmodifikation und verschiedene andere eine genaue Pinmodifikation. Der Stift, auf den sich der abnehmbare Luftstift legt, dreht sich ebenfalls mit einer variablen Rate, so wie er normalerweise austreten könnte. 100 „während des Laufens, noch einmal mit einer Genauigkeit von“ 0001 „am Handrad oder höher, um ein wirklich genaues Öffnen zu gewährleisten B. ein Flächenschleifen Ein sauberer Vorrichtungsschleifer wird den Auftrag zuverlässiger auf eine höhere Genauigkeitsstufe stellen, als dies mit Handrädern allein möglich ist.Diese Attribute sind alle entscheidend für eine Öffnung und sichern das Systemeines bestimmten Bereichs von einer empfohlenen Oberfläche oder Seite.
Was genau ist das Werkzeug und die Schneidmühle?
Ein Werkzeug- und Schneidschleifer wird verwendet, um Fräser und auch kleine Bits zusammen mit einer Vielzahl von verschiedenen anderen Reduktionsvorrichtungen zu entwickeln. Es ist ein außergewöhnlich flexibles Gerät, das für die Durchführung einer Reihe von Schleifprozeduren verwendet wird: Flächen-, Rund- oder Formenformen. Nichtsdestoweniger sind extrem automatisierte Computer Numerical Control (CNC) -Ausrüstungen am Ende immer typischer wegen der Feinheiten, die mit dem Verfahren verbunden sind. Der Tisch bewegt sich sowohl in Längsrichtung als auch von einer Seite zur anderen, der Kopf kann mitschwingen, wobei er im geraden Flugzeug flexibel ist, wie auf dem Bild zu sehen ist. Diese Vielseitigkeit im Kopf erlaubt es, die entscheidenden Freiwinkelanforderungen der verschiedenen Schneidwerkzeuge zu erreichen. Continue reading
Führen Sie die Winkel des Spiralbohrers ein
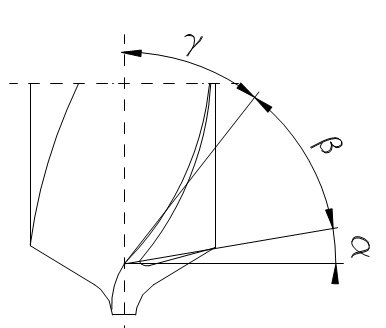
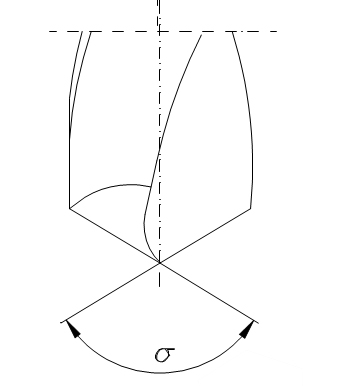
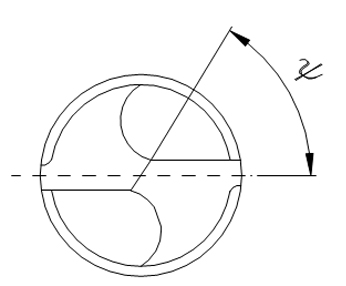 α Alpha —- Lippe Reliefwinkel β Beta —- Keilwinkel γ Gamma —- Landwinkel σ Sigma —- Punktwinkel ψ Psi —- Meißelkantenwinkel Der beste Meißelkantenwinkel zwischen 52 ° – 58 ° Der oben genannte Winkel hängt vom Verarbeitungsmaterial ab. α + β + γ = 90º
α Alpha —- Lippe Reliefwinkel β Beta —- Keilwinkel γ Gamma —- Landwinkel σ Sigma —- Punktwinkel ψ Psi —- Meißelkantenwinkel Der beste Meißelkantenwinkel zwischen 52 ° – 58 ° Der oben genannte Winkel hängt vom Verarbeitungsmaterial ab. α + β + γ = 90º
Die Kraft und Bewegung des Bohrens
Schneidbewegung kann in Hauptbewegung und Vorschubbewegung unterteilt werden. Die Hauptbewegung ist die grundlegendste Bewegung, bei der das Werkstück und der Schneider eine relative Bewegung zum Schneiden erzeugen. Das Hauptwerk hat die höchste Geschwindigkeit und den höchsten Stromverbrauch. In der Schneidbewegung gibt es nur eine Hauptbewegung. Es kann durch das Werkstück erfolgen, oder es kann durch einen Schneider erfolgen, es kann eine Drehbewegung sein, oder es kann eine gerade Linie sein. 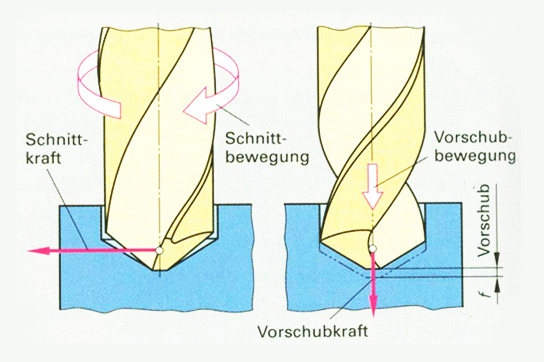 Continue reading
Continue reading








